

商铺名称:上海多木实业有限公司
联系人:孙先生(先生)
联系手机:
固定电话:
企业邮箱:214093295@qq.com
联系地址:上海市、普陀区、真南路1948弄
邮编:200333
联系我时,请说是在五金机电网上看到的,谢谢!
- 联系人:孙先生
- 联系电话:18914966614
- 传真:021-62849045
- 公司地址:中国 上海 上海市普陀区 真南路1948弄80支弄50号8幢
http://v.youku.com/v_show/id_XNzQ5OTMxMjQw.html 煤矿设备维修必备神器-----多功能--等离子粉末熔覆设备
刮板输送机中部槽
等离子堆焊合金粉末再制造工程
摘 要:阐述了中部槽在刮板输送机的地位及中部槽磨损情况,提出了一种 能使 中部槽循环利用永不磨损的技术 ,并对该技术的理念以及实际应用情况进行了分析 。实践证明该技术能满足 不同层次耐磨工况的需要 。
前 言:刮板输送机是煤炭生产的主要设备 ,它的使用效能决定了煤炭生产效率 。中部槽是刮板输送机的机身构件,由于货载(煤和矸石)、刮板和链条在中部槽中滑行 ,故工作阻力大 ,磨损十分严重 。刮板输送机使用效能取决于中部槽的耐磨性。因而研究刮板输送机中部槽的耐磨技术就显得尤为重要。所谓中部槽永不磨损 ,这里必须设定2个条件 :(1)机械损 坏不含其中;(2)腐蚀磨损不包含在内。为了提高中部槽的使用寿命 ,上海多木实业有限公司利用等离子堆焊合金涂层技术研制了煤矿刮板输送机中部槽堆焊强化专用三维数控设备。等离子堆焊合金涂层技术是以等离子束为热源 ,在基体材料表面堆焊一层均匀致密 ,结合牢, 固的特殊保护涂层。堆焊强化专用三维数控设备由预定程序控制 ,操作过程全部自动完成 ,非常适合大型钢铁构件以及中小零件批量高效堆焊强化生产。
一、中部槽在刮板输送机中的地位
(1)在刮板输送机价格构成中占有的地位煤矿用刮板输送机由机头、机尾、电机、传动、 控制和中部槽等组成 。机头 、机尾 、中部槽在刮板输送机造价中占6o%左右。所 以,中部槽的使用寿命取决于刮板输送机的使用效益 。
(2)耐磨性在刮板输送机维修维护中的地位 中部槽、机头、机尾磨损失效不允许在井下 维修 ,只能更换新的。在井下狭小的空间更换笨重的中部槽、机头 、机尾具有很多 弊端 。刮板输送机最终又总是以机头、机尾 、中部槽磨损失效而报废 。 所以刮板 输送机的使用效益是增加机头 、机尾 、中部槽的耐磨性。
(3)中部槽磨损形式分析对失效中部槽分析可知 ,中板链道的磨损形式主要为磨料磨损 和腐蚀磨损 ,重载时还有黏着磨损。
(4)磨粒磨损刮板和链沿中板运行时 ,链表面凸体 、链与中板间的硬颗粒对中板表面产 生微切削和刮擦作用 ,导致磨粒磨损 。 磨粒把金属推挤在沟的两侧和前面,当链 环和磨粒每通过中板表面一次 ,剪切应变就积累一次 ,故磨损表面下一个较宽的区 域发生了严重的塑性变形和加工硬化。由于塑变硬化,位错塞积在晶界 ,很易在晶 界处产生裂纹源 ,以致在链条和磨粒的反复作用下 ,裂纹扩展造成剥落。
(5)黏着磨损从微观上看,刮板、链与中板的接触只是微凸体的相互接触 ,故当链环承 载后作用在微凸体上的压力很高,由此在链道上产生的接触应力很高,尽管链环与 中板表面的污染物 ,如煤粉和氧化腐蚀产物等阻碍黏着发生,但因界面上的相对运 动,可能会使接 触点上的污染膜消失,并使表面温度急剧升高,材料 表层软化,甚 至出现局部熔化现象,在压力的作用下链环与中板发生“冷焊”现象,在链条继续运 动中,这些“冷焊”点发生剪断而形成黏着磨损 。
(6)腐蚀磨损 由于井下矿物水中存在腐蚀性介质,与摩擦副表面发生化学反应 ,而造成 材料表层腐蚀,尤其磨损过的新鲜表面更易氧化及锈蚀 ,而腐蚀产物又易被接之而 来的磨粒等磨去,这种磨损 一腐蚀 一磨损的交替过程大大地加速了中板的损坏 。
二、能使中部槽耐磨损的技术及理念 。
1 等离子堆焊技术的基本原理在柔性高温等离子束流作用下 ,将合金粉末或陶瓷粉末与 基体表面迅速加热并一起熔化 、混合 、扩 散、反应、凝固,等离子束离开后自行冷 却,从而实现表面的强化与硬化 。
2 本技术主要创新内容 ①等离子束堆焊强化设备的研制;②堆焊合金涂层与机体呈冶金 结合,不剥落 ;③ 涂层硬度HRC40 -65,根据工况需要随意设计 ;④研制专用等 离子炬,使中部槽任何磨损部位均能实现等离子堆焊强化处理。 等离子堆焊强化设备 的研制方面,经过不断的努力 ,已成功研究出了DML-VO3BD型,同时根据况不同工件 的需要,选用不同的合金粉末来堆焊耐磨层。
3 使中部槽耐磨损的基本理念采用等离子堆焊合金涂层技术在中部槽磨损部位堆焊一层 耐磨合金 ,中部槽使用过程的磨损以堆焊合金的磨损来保护中部槽基体永不磨损。
根据永不磨损的基本理念 ,等离子堆焊合金强 化技术可以在如下2个方面发挥应有的作用 : (1)在刮板输送机现有制造工艺和技术标准不 变的情况下,根据工作面的煤炭量 、煤的硬 度 、地质条件设计堆焊合金涂层的材料配方 、堆焊厚度 、堆焊面积,确保一个工作 面采完后中部槽基体不磨损。 刮板输送机上井检修时,再根据新工作面的煤炭储量 、 煤的硬度 、地质条件设计材料配方 、堆焊厚度 、堆焊面积等再对中部槽进行堆焊合 金强化处理下井服役。周而复始 ,直至中部槽腐蚀磨损 ,机械损坏时宣 布报废 。 新刮板输送机第 1次上井开始应用该技术会更有意义 。
(2)利用等离子堆焊合金强化技术 ,针对仍有一定的强度 ,但在井下耐磨性不足以采完一 个工作面的中部槽进行堆焊合金强化。根据工作面的可采储量 、煤的硬度 、地质条件 设计堆焊合金涂层的材料配 方 、堆焊厚度 、堆焊面积 ,确保一个工作面采完后中部 槽基体不磨损 。
三、井下工业实验淮南矿务局张集煤矿 :
工作面煤炭储量 240万 t,煤炭硬度系数 厂=0.7—1.1,地质条件较好。 利用该技 术生产了1 000余节煤矿刮板输送机 中部槽 ,中部槽堆焊合金厚度 1—5 mm,堆焊密 度8%,合金涂层硬度 HV700以上 ,工作面已采完 ,过煤量达到200多万 t,堆焊合 金磨损 3—4 mm,滑靴道堆焊层仍有一定的厚度而且很完整。结果表明比未经等离子表面 冶金强化的中部槽使用寿命提高4 倍 以上 ,但表面冶金的成本仅增加不到30%。由此 大幅度降低井上井下拆迁搬运成本 ,降低频繁更换的劳动强度和煤炭生产中断损失,综 合经济效益十分明显 。
四、预期 刮板输送机在现有制造工艺和技术标准不变的情况下
(1)应用等离子堆焊合金强化技术 ,能为煤炭企业降低大量的使用成本。如果中部槽井下 腐蚀周期为20 a,全国煤炭大型刮板输送机年需求量2 000部,每部150节中部槽, 每节中部槽 1.5 t的话,那么,因使用等离子堆焊合金强化技术而节约下来 1 a可 节约 45万 t钢材 ,20 a节约 900万 t的钢材。 相当于少建了一个钢厂。 1部刮 板输送机使用寿命一般 为 4 5 a,采用该技术后,使用寿命可延长至 20 a,使用寿 命延长了 3—5倍 。
(2)利用等离子堆焊合金强化技术,对社会存量旧中部槽进行修复强化处理。据市场调查 , 各规模以上煤炭生产集团(5 000多家),地面旧中部槽存量都在2 000- 3 000节 , 全国累计 地面旧中部槽存量可达到100多万节 ,如果其强度达到要求的占到 50%, 通过该技术可修复使用的中部槽达到 50万节之多。50万节中部槽可装配刮板输送机 近 4 000多 部 ,按现有市场价格和中部槽在成本中所占的比重 , 可为现有煤炭工 业节约设备费用 100多亿元人 民 币。如果推广 ,能为国家节约巨大的钢铁资源, 也能减少因冶炼钢材而造成的环境污染。
以下是等离子堆焊机详细介绍:
DML-V03BD堆焊系统是我公司自主研发的拥有完全自主知识产权的金属表面改性设备,该堆焊工艺是提高金属表面耐磨性、耐腐蚀性和耐冲击等性能的有效技术方法之一。
DML-V03BD工作原理:等离子粉末堆焊是以等离子弧作为热源,应用等离子弧产生的高温将合金粉末与基体表面迅速加热并一起熔化、混合、扩散、凝固,等离子束离开后自激冷却,形成一层高性能的合金层,从而实现零件表面的强化与硬化的堆焊工艺,由于等离子弧具有电弧温度高、传热率大、稳定性好,熔深可控性强,通过调节相关的堆焊参数,可对堆焊层的厚度、宽度、硬度在一定范围内自由调整。等离子粉末堆焊后基体材料和堆焊材料之间形成融合界面,结合强度高;堆焊层组织致密,耐蚀及耐磨性好;基体材料与堆焊材料的稀释减少,材料特性变化小;利用粉末作为堆焊材料可提高合金设计的选择性,特别是能够顺利堆焊难熔材料,提高工件的耐磨、耐高温、耐腐蚀性。
DML-V03BD技术优势:
1、堆焊熔覆合金层与工件基体呈冶金结合,结合强度高;
2、堆焊熔覆速度快,低稀释率;等离子弧堆焊的稀释率可控制在5%一10%,或更低。
3、堆焊层组织致密,成型美观;堆焊过程易实现机械化、自动化;
4、可在锈蚀及油污的金属零件表面不经复杂的前处理工艺,直接进行等离子堆焊;
5、与其他等离子喷焊相比设备构造简单,节能易操作,维修维护容易;
6、等离子弧温度高、能量集中、稳定性好,在工件上引起的残余应力和变形小。
7、可控性好。可以通过改变功率、改变气体的种类、流量及喷嘴的结构尺寸来调节等离子弧的气氛、温度等电弧参数,从而实现高效自动化生产,提高劳动生产率。
8、使用材料范围广。堆焊合金粉末作为熔敷材料,不受铸造、轧制、拔丝等加工工艺的限制,可依据不同性能要求配置不同成分的合金粉末,特别适用于那些难于制丝但是易于制粉的硬质耐磨合金,以获得所需性能的堆焊层。
DML-V03BD主机参数:
|
主要技术参数型号 |
DML-V03BD |
|
|
脉冲焊 |
连续焊 |
|
|
维弧电流 (A) |
3-20 |
3-20 |
|
焊接电流 (A) |
2-300 |
2-300 |
|
基值电流 (A) |
2-110 |
|
|
电流上升时间 (s) |
0-2.0 |
0-2.0 |
|
电流下降时间 (s) |
0-2.0 |
0-2.0 |
|
脉冲焊接时间(ms) |
1-999 |
|
|
焊接间隔时间(ms) |
10-990 |
|
|
气体保护时间(s) |
1.0-20.0 |
1-20.0 |
|
输入电压 (V) |
三相380V,50HZ交流电 |
|
|
额定输入电源容量 (KVA) |
17.8 |
|
|
制冷量(W) |
5200 |
|
|
负载持续率 (%) |
60% |
|
|
冷却水额定流量m³/h |
1 |
|
|
冷却水额定扬程m |
15 |
|
|
重量(KG) |
161 |
|
|
外形尺寸 (mm) |
800*500*1558 |
|
DML-V03BD堆焊系统配置:
(1) DML-V03BD主机 (功率12KVA)---1台
(2) 叶轮式精密送粉系统------— 1套
(3) 等离子粉末堆焊枪(300A)---- 1把
堆焊主要技术参数:
离子气流量调节范围 ------- 0.2~2L/min
送粉气流量调节范围 ------- 0.5~2L/min
保护气流量调节范围 --------2~12L/min
送粉器粉桶容量 --------10Kg
送粉器送粉量调节范围 -------0~50g/min
工作距离工件距离--------- 3~12mm
一次堆焊的厚度 ----------1-4mm左右
一次堆焊的宽度 ----------2-13mm左右
粉末粒度 -----------50-200目
粉末堆焊效率 -----------≥90%
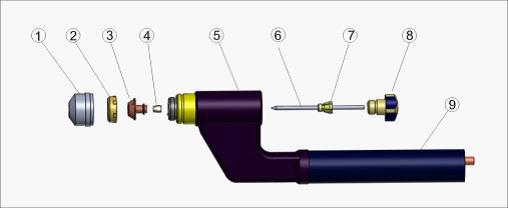
等离子堆焊枪结构图
(300A堆焊枪示意图)
1 气体保护罩 2 铜嘴锁紧环 3 铜嘴 4 聚中环 5 堆焊枪体 6钨极 7钨极夹 8枪帽
应用案例:

数控中部槽自动堆焊机


中部槽底板堆焊 中部槽上板堆焊

