
�������ƣ��������߾��ܹ�������˾
��ϵ�ˣ��Ϲ�����������
��ϵ�ֻ���
�̶��绰��
��ҵ���䣺13451973898@139.com
��ϵ��ַ���������������·
�ʱࣺ215000
��ϵ��ʱ����˵�������������Ͽ����ģ�лл��
���ݽ�����ͷ���� �����۸��飺
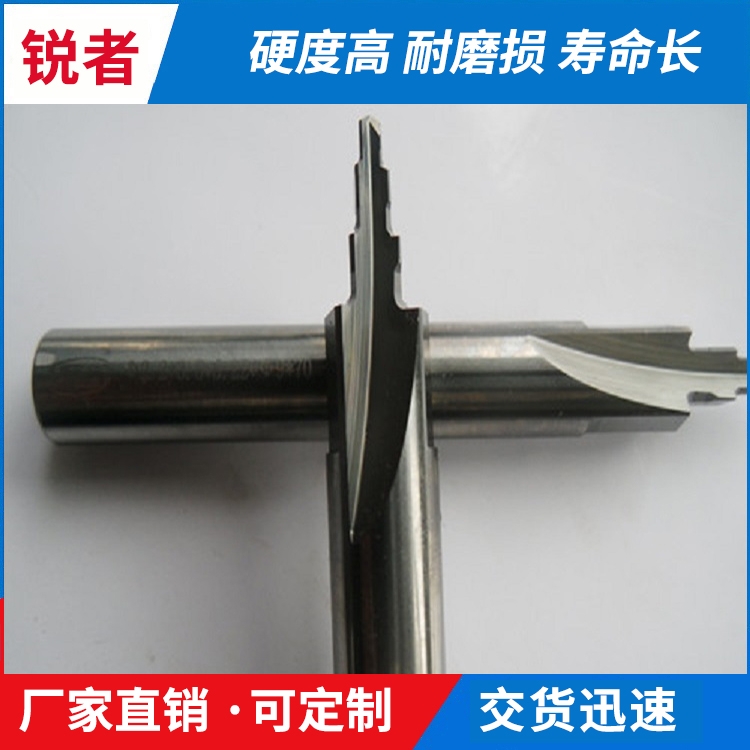
���߾��ܹ�������˾�ɶ��Ƹ���Ӳ�ʺϽ���ٸֵĽ�����ͷ�����ɸ��ݿͻ������Ƽӳ����Ӵ֡��ȡ�Ī�����ȵ�̨����ͷ�������Գ�ӲͿ�㣬�����ã��ӹ��ױڹ��ȸߡ������ȸߵȡ�

���ݽ�����ͷ���� �����۸����ƣ� ��������ص��߶�����������,�ӹ�̨�׳��Ϳ��������ǵ�ѡ��
��Ӫ��Ʒ��������ͷ
��֪�������ȷʹ�ý�����ͷ��?
��֪�������ȷʹ�ý�����ͷ��?1��ѡ����ȷ�Ļ���������ͷ��Ӧ�������ػ������ӹ����ĵȹ��ʴ��ԺõĻ���������Ӧ��֤��������TIR<0.02����ҡ���꣬ϳ�Ȼ������ڹ��ʽ�С�����ᾫ�Ȳ�����½�����ͷ�����ڱ���Ӧ�������⡣ 2��ѡ����ȷ�ĵ������ɼ�ͷ����ѹ������Һѹ���������ǵ����ȶ���ʹ�ã������ڿ컻���ͷ�н���������������ͷ��ʧЧ��Ӧ�ž�ʹ�á�3����ȷ����ȴ(1)����Ӧע����ȴ�ķ�����ϣ��γ������ݴ����ã����Ҿ����ܼ�С�뵶�ߵļнǡ�(2)������ͷӦע��ѹ������������Ӧ��ֹ��ȴҺй¶Ӱ����ȴЧ����4����ȷ�������(1)������������>8-10��ʱ,�����ꡣ<8-10��ʱ������Ӧ����������1/2-1/3;(2)������������>5��ʱ������Ӧ����������1/2-1/3;(3)���꽻���(������б����)ʱ������Ӧ����������1/2-1/3;(4)2����ͷ�������ס�
�������������

������ͷӦ���������ˮƽ���Ը�����
������ͷӦ���������ˮƽ���Ը����������Ȩ��ǿ���������������棬���ҹ�������ͷ������м�������������Ȩ��ǿ���������������棬���ҹ�������ͷ������м����������
һ���������ָ����������ҵ��Ǣ��
�������ҹ���ͷ������ҵ�ķ�չ״������Ч�����O���������������̡�����г����������ˮƽ��Ľ�����ͷ�����豸�����л�������ҵ�ŵ��������߲���ѧ�����ںϵ�·�棬�л�������Ŀ���Եؿ�չ��������ѧ�о��Ƽ����أ�������Ƴ�����ר��Ȩ�Ľ�����ͷ�����Ѻ���ļ�����¢���ԣ��ӿ�������ҹ���ͷ�ļ���ʵ�����Ը����㹤��������
�����������������ʲ��ϸ������á�
��Խ�����ͷ���ص���Ŀ���裬���Ç����������������ʲ��ϸ������ã��Լ���������ͷ��ͷ��ҵ��Ʒ�з���Ʒ��������.���ݲ�Ʒ�з�ȫ���̣����һ���߱�������ʶ�Ľ�����ͷ��ͷ��ҵ�����������ҹ��Լ�������Ŷӣ����¾߱�������������Ľ�����ͷ֪���̱ꡣ
�������ڲ�ҵ���֣��������������г����жȣ��ƶ�ϵͳ����ͨ�û��������죬������Ʒ���Ͷ������г�����Ӧ���������������¹�����ϵ�Ĵ��������������˾������������ƹ�����������������ҵ�ڴ�����չӦ��CAD/CAM�����ԣ������ҹ��Ľ�����ͷ��Ʒ��������ϸ����ר���Ȳ���չ��
�ġ�ǿ������������������ҵ����λ���ߣ�����ȫ�ֹۣ���չ��֯�ܹ��������ã����������ҵ�Ʋ������䱸������������Ӯ���ֹ�Э�������չ���Ƶ��»�����Э��Ӧ�Թ����г��������г�������

ϳ������ͷ����������?
������˶�ϳ����ʹ�÷������Ǻ��������ôʲô��ϳ���أ�������ͷ֮��������Щ��ͬ��ϳ�����ò�����������ģ��������ĵ��в����ڵ��ߵIJ�ߡ���ͷ�������˶��ģ��������ĵ��в����ڵ��ߵ�ǰ�档 ϳ��������ƽ�ģ������е��У�����ͷ�������͵ģ�û�е��С���ϳ����������ͨ������3��������Ҳ���пڣ����dz�����ԱȽ϶̣��������������Ŀס��黨��ĵ��бȽϳ���������ֻ������������һ�������������������ϳ�����κ��黨������Ạ̊́ܶ����������ǽǶȱ���ͷ��ҪС��
��ô�ԺϽ�ϳ������ά�����Ͻ�ϳ����ά���������ĺÿ������ӵ��ߵ�ʹ�����ޣ���������Ч�ʡ�����������������Ͻ�ϳ�����������غϻ��߿��ĺܽ�ʱ������ͱȽ����أ�������Ա��Ҫ����ά����ʩ����ô�Ͻ�ϳ����ô����ά���أ�1�������ܼ�С�����ϵ��ߵ�������������������λ����ϳ�����߶Գ���غɲ�����Ӱ�콵�����͡�2��ֻ�ڱ���ʹ������Һ��ʱ��ʹ�á�3����֤��Ƭ�Ľ�������ʹ��мʱ���������������ã����͵���ĥ��̶ȡ�ѡ����ȷ�ĵ�Ƭ�����תλ��ǰ�Dz��ε�Ƭ��ƽ�������������ʡ�4��ϳ��������ȷ��λ�á�5���鿴�����ĸնȺ��ʣ�Ҫȷ��ϳ�������ڻ������������á�6��ѡ����ʵ���ƫ�ǡ�7��ѡ����ʵ�ϳ���ݾ࣬����֤�����������в����кܶ൶Ƭ�������϶�������ͬʱ����ϳ��ijЩ�ض�����ʱҪ��֤�г��������ĵ�Ƭ�������ϡ�8��ѡ���빤����������Ӧ��ϳ����9����ӵ��߱�����������������ע���ߵ�ĥ��̶ȡ�
-
��������խ�ռ�綯Ť�����֣����

-
��С��Һ�����֣��п�Һѹ���ذ���

-
��С��ҺѹŤ�ذ��֣��綯Һѹ����

-
��ñ��������Һѹ����������ھ���

-
����������������ʽ�����ſ�����Һ

-
���Ť�ذ��֣�﮵����Զ�Ť���֣�

-
�綯ҺѹŤ�ذ���/����ҺѹŤ����

-
��С��Һ�����֣����ų�Һѹ���֣�

-
��ĸ����������ñ����������ھ���

-
����Һѹ�ſ�����Һѹ����������

-
ɽ��������ֶͼ�20CrNi2M

-
��ֳ����ϳ��ֶͼ�30CrMnS

-
20SiMn����4140Բ����ͼ

-
NB/T47008�ż�S355J

-
��ֳ�������ͼ�40CrNiMo

-
��������խ�ռ�綯Ť�����֣����
-
��С��Һ�����֣��п�Һѹ���ذ���
-
��С��ҺѹŤ�ذ��֣��綯Һѹ����
-
��ñ��������Һѹ����������ھ���
-
����������������ʽ�����ſ�����Һ
-
���Ť�ذ��֣�﮵����Զ�Ť���֣�
-
�綯ҺѹŤ�ذ���/����ҺѹŤ����
-
��С��Һ�����֣����ų�Һѹ���֣�
-
��ĸ����������ñ����������ھ���
-
����Һѹ�ſ�����Һѹ����������
-
ɽ��������ֶͼ�20CrNi2M
-
��ֳ����ϳ��ֶͼ�30CrMnS
-
20SiMn����4140Բ����ͼ
-
NB/T47008�ż�S355J
-
��ֳ�������ͼ�40CrNiMo